
Page 59 - 6226
P. 59
Умовну довжину дефекту вимірюють як віддаль між
положеннями шукача, які відповідають появі і щезненню на
екрані дефектоскопу сигналу від дефекту.
Вимірювання виконують переміщенням шукача
паралельно осі шва.
Під час контролю кільцевих зварних з’єднань показник
вимірюваної умовної довжини дефекту залежить від глибини
його залягання і діаметру зварених трубних елементів, тому в
вказаних зварних з’єднаннях необхідно визначати приведену
довжину дефекту (мм) за формулою
D 2 H D 2 H
L L H L L H ,
n n
D D
H H
де L - виміряна умовна довжина дефекту, мм; D H –
номінальний зовнішній діаметр зварених трубних елементів,
мм; Н – глибина залягання дефекту, мм.
Умовно приведену довжину дефектів, розташованих в
нижній третині січення кільцевого зварного з’єднання, але не
більше 5мм від внутрішньої поверхні зварних елементів
можна визначати за наближеною формулою:
L n=K*L,
де К – коефіцієнт, значення якого визначається в залежності
від співвідношення внутрішнього і зовнішнього діаметрів
зварних трубних елементів; при відношенні більшому 0,8
К=1; при 0,6 – 0,8 К=0,7; при відношенні меншому 0,6 К=0,5.
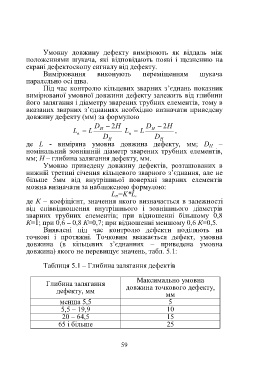
Виявлені під час контролю дефекти поділяють на
точкові і протяжні. Точковим вважається дефект, умовна
довжина (в кільцевих з’єднаннях – приведена умовна
довжина) якого не перевищує значень, табл. 5.1:
Таблиця 5.1 – Глибина залягання дефектів
Максимально умовна
Глибина залягання
дефекту, мм довжина точкового дефекту,
мм
менша 5,5 5
5,5 – 19,9 10
20 – 64,5 15
65 і більше 25
59