
Page 52 - 6226
P. 52
товщиною від 20 до 64,5 мм – за кутами випробувального
зразку, під час контролю зварних з’єднань елементів
товщиною 65 мм та більшою – за боковим свердленням,
розташованим на віддалі 10 мм від зовнішньої поверхні, а за
нижнім кутом випробувального зразку відповідно до схем
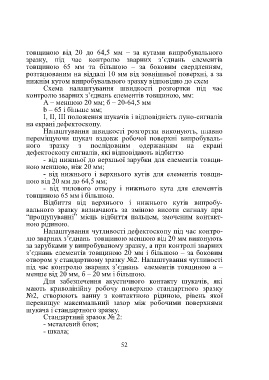
Схема налаштування швидкості розгортки під час
контролю зварних з’єднань елементів товщиною, мм:
А – меншою 20 мм; б – 20-64,5 мм
b – 65 і більше мм;
I, II, III положення шукачів і відповідність луно-сигналів
на екрані дефектоскопу.
Налаштування швидкості розгортки виконують, плавно
переміщуючи шукач вздовж робочої поверхні випробуваль-
ного зразку з послідовним одержанням на екрані
дефектоскопу сигналів, які відповідають відбиттю
- від нижньої до верхньої зарубки для елементів товщи-
ною меншою, ніж 20 мм;
- від нижнього і верхнього кутів для елементів товщи-
ною від 20 мм до 64,5 мм;
- від тилового отвору і нижнього кута для елементів
товщиною 65 мм і більшою.
Відбиття від верхнього і нижнього кутів випробу-
вального зразку визначають за зміною висоти сигналу при
“прощупуванні” місць відбиття пальцем, змоченим контакт-
ною рідиною.
Налаштування чутливості дефектоскопу під час контро-
лю зварних з’єднань товщиною меншою від 20 мм виконують
за зарубками у випробуваному зразку, а при контролі зварних
з’єднань елементів товщиною 20 мм і більшою – за боковим
отвором у стандартному зразку №2. Налаштування чутливості
під час контролю зварних з’єднань елементів товщиною a –
менше від 20 мм, б – 20 мм і більшою.
Для забезпечення акустичного контакту шукачів, які
мають криволінійну робочу поверхню стандартного зразку
№2, створюють ванну з контактною рідиною, рівень якої
перевищує максимальний зазор між робочими поверхнями
шукача і стандартного зразку.
Стандартний зразок № 2:
- металевий блок;
- шкала;
52