
Page 51 - 6226
P. 51
приварювання днищ, які з боку днища і з середини барабану
не контролюють.
Допускається проведення контролю зварних з’єднань
товщиною 70 мм і меншою тільки з однієї поверхні, якщо
конструкція барабану забезпечує необхідний інтервал
переміщення шуканого п’єзоперетворювача (датчика).
Перед початком проведення контролю рекомендується
проведення ультразвукової дефектоскопії зони біля зварного
шва прямим шукачем для того, щоб впевнитись у відсутності
розшарувань в основному металі.
Ультразвукова дефектоскопія виконується датчиком з
0
кутом призми 40 на робочу частоту 1,8 МГц.
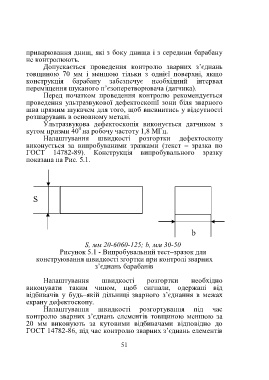
Налаштування швидкості розгортки дефектоскопу
виконується за випробуваними зразками (текст – зразка по
ГОСТ 14782-89). Конструкція випробувального зразку
показана на Рис. 5.1.
S
b
S, мм 20-6060-125; b, мм 30-50
Рисунок 5.1 - Випробувальний тест–зразок для
конструювання швидкості згортки при контролі зварних
з’єднань барабанів
Налаштування швидкості розгортки необхідно
виконувати таким чином, щоб сигнали, одержані від
відбивачів у будь–якій дільниці зварного з’єднання в межах
екрану дефектоскопу.
Налаштування швидкості розгортування під час
контролю зварних з’єднань елементів товщиною меншою за
20 мм виконують за кутовими відбивачами відповідно до
ГОСТ 14782-86, під час контролю зварних з’єднань елементів
51