
Page 19 - 6226
P. 19
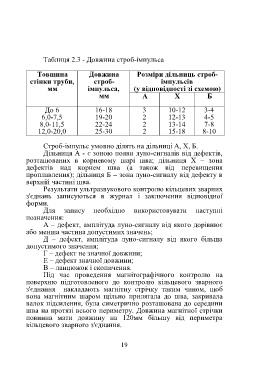
Таблиця 2.3 - Довжина строб-імпульса
Товщина Довжина Розміри дільниць строб-
стінки труби, строб- імпульсів
мм імпульса, (у відповідності зі схемою)
мм А Х Б
До 6 16-18 3 10-12 3-4
6,0-7,5 19-20 2 12-13 4-5
8,0-11,5 22-24 2 13-14 7-8
12,0-20,0 25-30 2 15-18 8-10
Строб-імпульс умовно ділять на дільниці А, Х, Б.
Дільниця А - є зоною появи луно-сигналів від дефектів,
розташованих в корневому шарі шва; дільниця Х – зона
дефектів над корнем шва (а також від перевищення
проплавлення); дільниця Б – зона луно-сигналу від дефекту в
верхній частині шва.
Результати ультразвукового контролю кільцевих зварних
з'єднань записуються в журнал і заключення відповідної
форми.
Для запису необхідно використовувати наступні
позначення:
А – дефект, амплітуда луно-сигналу від якого дорівнює
або менша частина допустимих значень;
Д – дефект, амплітуда луно-сигналу від якого більша
допустимого значення;
Г – дефект не значної довжини;
Е – дефект значної довжини;
В – ланцюжок і скопичення.
Під час проведення магнітографічного контролю на
поверхню підготовленого до контролю кільцевого зварного
з'єднання накладають магнітну стрічку таким чином, щоб
вона магнітним шаром щільно прилягала до шва, закривала
валок підсилення, була симетрично розташована до середини
шва на протязі всього периметру. Довжина магнітної стрічки
повинна мати довжину на 120мм більшу від периметра
кільцевого зварного з'єднання.
19