
Page 17 - 6226
P. 17
При просвічуванні "на еліпс" з використанням
канавчатих еталонів чутливість плівки може бути
недостатньою, якщо видима наступна менша за величиною
канавка по відношенню до тієї, яка відповідає допустимій
величині дефектів.
При гама-просвічуванні зварних з'єднань доцільно
використовувати гнучкі ампулопроводи, якими укомплекто-
вані серійні дефектоскопи типу ГАММАРИД.
Фотообробку експонованої плівки виконується у добре
вентильованій фото-кімнаті, яка протоплюється в холодний
період часу. Обробка плівки виконується при темно-червоно-
му або жовтому світлі. Вітчизняну плівку рекомендують
проявляти проявником Рентген-2, який постачається у
відповідності з ДОСТами. Закріплення плівки виконується
після її промивання у воді, для цього використовують кислий
фіксаж. після фіксажу плівку промивають у проточній воді
протягом 20-25хв. і висушують. Рулонна радіографічна плівка
обробляється з використанням автоматизованого, механічного
і ручного методу. Для автоматичної обробки плівки
застосовують автомати роликового типу АФ-40, АФ-20, для
механізованої фотообробки проявляючий прилад ПП-7М.
Після остаточної фотообробки і висушування плівки
продивляються на негатоскопі, дається оцінка зварного
з'днання, за результатами контролю оформляється заключення
про придатність його. Готові форматні плівки групують за
зварними з'єднаннями, зберігають до здачі трубопроводу в
експлуатацію.
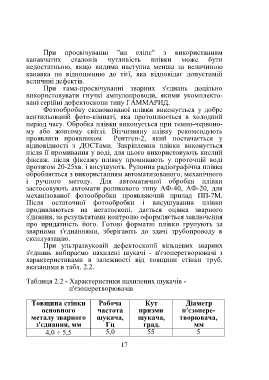
При ультразвуковій дефектоскопії кільцевих зварних
з'єднань вибираємо нахилені шукачі - п'єзоперетворювачі з
характеристиками в залежності від товщини стінки труб,
вказаними в табл. 2.2.
Таблиця 2.2 - Характеристики нахилених шукачів -
п'єзоперетворювачів
Товщина стінки Робоча Кут Діаметр
основного частота призми п'єзопере-
металу зварного шукача, шукача, творювача,
з'єднання, мм Гц град. мм
4,0 5,5 5,0 55 5
17