
Page 86 - 6183
P. 86
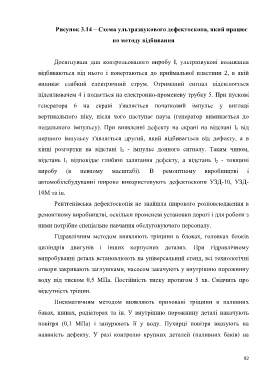
Рисунок 3.14 – Схема ультразвукового дефектоскопа, який працює
по методу відбивання
Досягнувши дна контрольованого виробу l, ультразвукові коливання
відбиваються від нього і повертаються до приймальної пластини 2, в якій
виникає слабкий електричний струм. Отриманий сигнал підсилюється
підсилювачем 4 і подається на електронно-променеву трубку 5. При пускові
генератора 6 на екрані з'являється початковий імпульс у вигляді
вертикального піку, після чого наступає пауза (генератор вимикається до
подальшого імпульсу). При виявленні дефекту на екрані на відстані l 1 від
першого імпульсу з'являється другий, який відбивається від дефекту, а в
кінці розгортки на відстані l 2 - імпульс донного сигналу. Таким чином,
відстань l 1 відповідає глибині залягання дефекту, а відстань l 2 - товщині
виробу (в певному масштабі). В ремонтному виробництві і
автомобілебудуванні широко використовують дефектоскопи УЗД-10, УЗД-
10М та ін.
Рентгенівська дефектоскопія не знайшла широкого розповсюдження в
ремонтному виробництві, оскільки променеві установки дорогі і для роботи з
ними потрібне спеціальне навчання обслуговуючого персоналу.
Гідравлічним методом виявляють тріщини в блоках, головках блоків
циліндрів двигунів і інших корпусних деталях. При гідравлічному
випробуванні деталь встановлюють на універсальний стенд, всі технологічні
отвори закривають заглушками, насосом закачують у внутрішню порожнину
воду під тиском 0,5 МПа. Постійність тиску протягом 5 хв. Свідчить про
відсутність тріщин.
Пневматичним методом виявляють приховані тріщини в паливних
баках, шинах, радіаторах та ін. У внутрішню порожнину деталі накачують
повітря (0,1 МПа) і занурюють її у воду. Пухирці повітря вказують на
наявність дефекту. У разі контролю крупних деталей (паливних баків) на
82