
Page 258 - 6183
P. 258
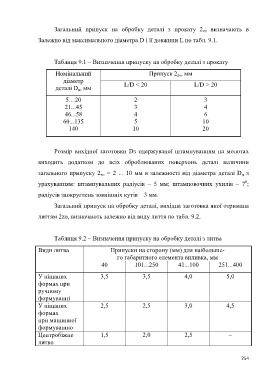
Загальний припуск на обробку деталі з прокату 2 zо визначають в
Залежно від максимального діаметра D і її довжини L по табл. 9.1.
Таблиця 9.1 – Визначення припуску на обробку деталі з прокату
Номінальний Припуск 2 zо, мм
діаметр
деталі D д, мм L/D < 20 L/D > 20
5…20 2 3
21...45 3 4
46...58 4 6
60...135 5 10
140 10 20
Розмір вихідної заготовки Dз одержуваної штампуванням на молотах
виходить додатком до всіх оброблюваних поверхонь деталі величини
загального припуску 2 zо = 2 ... 10 мм в залежності від діаметра деталі D д з
0
урахуванням: штампувальних радіусів – 5 мм; штамповочних ухилів – 7 ;
радіусів заокруглень зовнішніх кутів – 3 мм.
Загальний припуск на обробку деталі, вихідна заготовка якої отримана
литтям 2zо, визначають залежно від виду лиття по табл. 9.2.
Таблиця 9.2 – Визначення припуску на обробку деталі з литва
Види литва Припуски на сторону (мм) для наібольше-
го габаритного елемента виливка, мм
40 101...250 41...100 251...400
У піщаних 3,5 3,5 4,0 5,0
формах при
ручному
формуванні
У піщаних 2,5 2,5 3,0 4,5
формах
при машинної
формуванню
Центробіжне 1,5 2,0 2,5 –
литво
254