
Page 121 - 6155
P. 121
Центрування деталей форми
Для отримання якісної виливки необхідно забезпечити точне
центрування пуансона щодо матриці в момент замикання форми та
при уприскуванні. Зсув пуансона щодо матриці відбувається від
несиметричності конструкції виробу та нерівномірності заповнення
гнізда, викликаної різною товщиною стінок, несиметричністю
поверхні роз'єму, неправильним кріпленням форми до плит
ливарної машини та зносом напрямних колон її плит ливарної
машини.
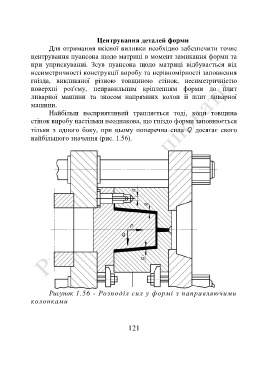
Найбільш несприятливий трапляється тоді, коли товщина
стінок виробу настільки неоднакова, що гніздо форми заповнюється
тільки з одного боку, при цьому поперечна сила досягає свого
найбільшого значення (рис. 1.56).
Рисунок 1.56 - Розподіл сил у формі з направляючими
колонками
121