
Page 65 - 4945
P. 65
а б в
Рисунок 1.36 – Макрошліфи зварних швів без скошування
кромок (сталь 10ХГС; δ=10,4 мм; Nd-YAG-лазер; Р=4,4 кВт)
за один (а) і декілька (б і в) проходів без присадки (а, б) і з
присадковим дротом
дротом (
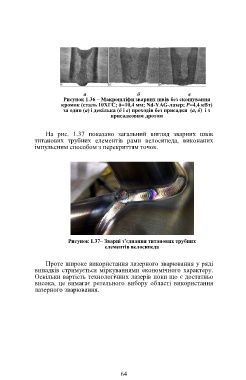
На рис. 1.37 показано загальний вигляд зварних швів
титанових трубних елементів рами велосипеда, виконаних
імпульсним способом з перекриттям точок.
Рисунок 1.37– Зварні з’єднання титанових трубних
елементів велосипеда
Проте широке використання лазерного зварювання у ряді
випадків стримується міркуваннями економічного характеру.
Оскільки вартість технологічних лазерів поки що є достатньо
висока, це вимагає ретельного вибору області використання
лазерного зварювання.
64