
Page 56 - 4945
P. 56
Починається локальне випаровування, і на поверхні
формується лунка, яка за достатньої потужності джерела
розвивається у глиб матеріалу і приводить до утворення
каналу, заповненого парами матеріалу Тиск пари не дає
порожнині закритися під дією гідростатичних сил з боку
рідкого металу і за рахунок сил поверхневого натягу. При
відповідній швидкості відносного переміщення променя і
оброблюваної ділянки канал стає динамічно стійким і
поширюється углиб металу. На передній стінці каналу
відбувається плавлення металу, а потім – затвердівання.
Наявність каналу дає можливість лазерному випромінюванню
проникати в метал на деяку глибину. При цьому утворюється
вузький шов з великим відношенням глибини до ширини.
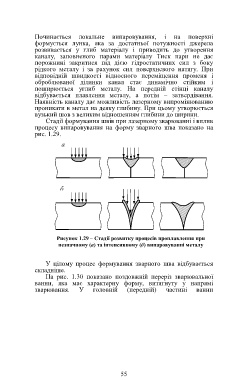
Стадії формування швів при лазерному зварюванні і вплив
процесу випаровування на форму зварного шва показано на
рис. 1.29.
а
б
Рисунок 1.29 – Стадії розвитку процесів проплавлення при
незначному (а) та інтенсивному (б) випаровуванні металу
У цілому процес формування зварного шва відбувається
складніше.
На рис. 1.30 показано поздовжній переріз зварювальної
ванни, яка має характерну форму, витягнуту у напрямі
зварювання. У головній (передній) частині ванни
55