
Page 247 - 4928
P. 247
Кресленики складаних одиниць
12.1.2 Загальні вимоги до складального кресленика
Нанесення розмірів. На складальному кресленику виробу проставляють:
– габаритні розміри, які характеризують висоту, довжину і ширину виробу або його
найбільший діаметр. Якщо будь-який з цих розмірів є змінним внаслідок переміщення
рухомих деталей механізму, то на кресленику показують розміри граничних положень
рухомих частин;
– монтажні розміри, які потрібні для правильного поєднання між собою деталей,
розміщених у виробі у безпосередньому зв'язку. Наприклад, відстань між осями валів,
розміри монтажних зазорів, розмір від осі отвору до привалкової площини тощо.
Монтажні розміри наносять з граничними відхилами;
– установлювальні розміри, що визначають величину елементів, за якими виріб
установлюють на місце його монтажу або приєднують до іншого виробу. Наприклад,
відстань між осями отворів у фланцях, між осями під фундаментні болти, розміри
центрових кіл і діаметри отворів під болти тощо;
– експлуатаційні, або виробничі, розміри, які показують деякі розрахункові і
конструктивні характеристики виробу. Наприклад, діаметри отворів для рідини і газу
в насосах і вентилях, розміри «під ключ», кількість зубців, їх модуль, позначення
нарізі для приєднання граничних деталей тощо.
Розміри окремих деталей або їх елементів на складальному кресленику не проставляють,
оскільки на складання йдуть готові деталі. Розміри довідкові позначають знаком «*». На
складальному кресленику проставляють розміри отворів під болти, гвинти, заклепки,
штифти, якщо ці отвори обробляють під час складання виробу.
Нанесення номерів позицій. На складальному кресленику всі складові частини виробу
нумерують відповідно до номерів позицій, нанесених у специфікації виробу, тобто за
правилами ГОСТ 2.108-68 спочатку заповнюють специфікацію, а потім з неї переносять на
кресленик відповідні номери позицій. Номери позицій слід проставляти на тому зображенні,
на якому певна деталь проектується як видима, віддаючи при цьому перевагу основним
видам або розрізам, розміщеним на їх місці.
Проставляють номери позицій на поличках ліній-виносок, які заходять на зображення
деталі і закінчуються потовщенням у вигляді точки. Розміщують номери паралельно до
основного напису кресленика поза контуром зображення, групуючи їх у рядок або в колонку
по можливості на одній прямій.
Номер позиції проставляють на кресленику, як правило, тільки один раз. У разі потреби
дозволяється повторювати номери позицій для однакових
складових частин виробу. Цифри для номерів позицій
мають бути на один-два розміри більшими за розмір
шрифту, вибраного на тому самому кресленику для
розмірних чисел.
Лінії-виноски з поличками виконують тонкими
суцільними лініями, причому лінії-виноски повинні не
перетинатися між собою і по можливості не бути
паралельними лініям штриховки розрізів і перерізів.
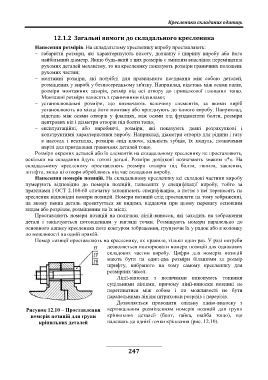
Дозволяється проводити спільну лінію-виноску з
Рисунок 12.10 – Проставлення вертикальним розміщенням номерів позицій для групи
номерів позицій для групи кріпильних деталей (болт, гайка, шайба тощо), що
кріпильних деталей належать до однієї точки кріплення (рис. 12.10).
247