
Page 196 - 4928
P. 196
Глибину обробки і твердість указують граничними значеннями «від ... до», наприклад:
h0,7...0,9; HRС 58...62.
У технічно виправданих випадках допускається зазначати номінальне значення цих
величин граничними відхилами, наприклад, h 0,8± 0,1; (43± 3) HRC
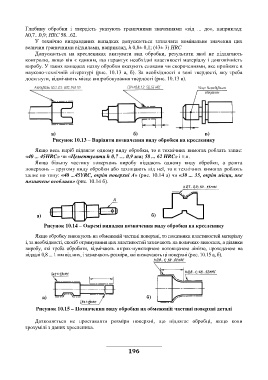
Допускається на креслениках вказувати вид обробки, результати якої не підлягають
контролю, якщо він є єдиним, що гарантує необхідні властивості матеріалу і довговічність
виробу. У таких випадках назву обробки вказують словами чи скороченнями, яке прийняте в
науково-технічній літературі (рис. 10.13 а, б). За необхідності в зоні твердості, яку треба
досягнути, відмічають місце випробовування твердості (рис. 10.13 в).
а) б) в)
Рисунок 10.13 – Варіанти позначення виду обробки на кресленику
Якщо весь виріб підлягає одному виду обробки, то в технічних вимогах роблять запис:
«40 ... 45HRC» чи «Цементувати h 0,7 … 0,9 мм; 58 ... 62 HRC» і т.п.
Якщо більшу частину поверхонь виробу піддають одному виду обробки, а решта
поверхонь – другому виду обробки або захищають від неї, то в технічних вимогах роблять
запис по типу: «40 ...45YRC, окрім поверхні А» (рис. 10.14 а) чи «30 ... 35, окрім місця, яке
позначене особливо» (рис. 10.14 б).
а) б)
Рисунок 10.14 – Окремі випадки позначення виду обробки на кресленику
Якщо обробку виконують на обмеженій частині поверхні, то показники властивостей матеріалу
і, за необхідності, спосіб отримування цих властивостей зазначають на поличках-виносках, а ділянки
виробу, які треба обробити, відмічають штрих-пунктирною потовщеною лінією, проведеною на
віддалі 0,8 ... 1 мм від них, і зазначають розміри, які визначають ці поверхні (рис. 10.15 а, б).
а) б)
Рисунок 10.15 – Позначення виду обробки на обмеженій частині поверхні деталі
Дозволяється не проставляти розміри поверхні, що підлягає обробці, якщо вони
зрозумілі з даних кресленика.
196