
Page 189 - 4928
P. 189
Основи машинобудівного креслення
На навчальних креслениках для кожної поверхні потрібно зазначитити тільки один
параметр: Ra або Rz, причому перевагу треба надавати параметру Ra.
Ra – середнє арифметичне відхилення профілю від деякої середньої лінії, що перетинає
профіль так, що площа виступів над нею дорівнює площі впадин, що знаходиться нижче від
неї.
Rz – сума середніх арифметичних абсолютних відхилень п’яти найбільших мінімумів і
п’яти найбільших максимумів профілю.
Символи Ra і Rz у позначенні шорсткості вказуються і входять до складу позначення.
Висота мікронерівностей поверхні визначається в мікрометрах у межах базової довжини.
Базову довжину встановлюють за стандартом і не зазначають на кресленику.
ГОСТ 2789-73 установлює значення параметрів шорсткості, виділяючи серед них
значення, які бажано ставити в першу чергу. Ряд значень, яким стандарт віддає перевагу:
Ra – 100; 50; 25; 12,5; 6,3; 3,2; 1,6;0,8; 0,4; 0,2; 0,1; 0,05; 0,025, 0,012 мкм;
Rz – 400, 200,100, 50; 25; 12,5; 6,3; 3,2; 1,6;0,8; 0,4; 0,2; 0,1; 0,05; 0,025 мкм; .
Чим більше значення параметра, тим більші нерівності утворить профіль поверхні.
Шорсткість поверхонь деталі визначають за описом та умовами роботи виробу і даної
деталі у виробі, а також в залежності від способу одержання цієї поверхні (механічною
обробкою, виливанням чи штампуванням).
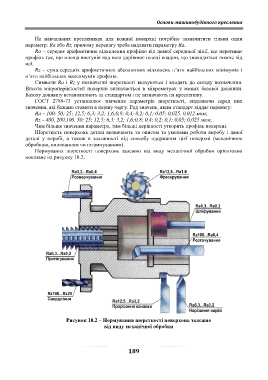
Нормування шорсткості поверхонь залежно від виду механічної обробки орієнтовно
показане на рисунку 10.2.
Рисунок 10.2 – Нормування шорсткості поверхонь залежно
від виду механічної обробки
189