
Page 188 - 4928
P. 188
10.1 Шорсткість поверхні
Якість обробки поверхонь деталей, які перебувають у з’єднаннях у вузлах та механізмах
різноманітного обладнання, суттєво впливає на надійність та довговічність машин і
механізмів, вартість виготовлення деталей, особливості експлуатації та ремонту.
Реальні поверхні, отримані обробкою на металорізальних верстатах або іншим шляхом,
мають ряд виступів, що чергуються, і западин різної висоти і форми та порівняно малих
розмірів, які суттєво впливають на тривалість нормальної роботи деталей у механізмах. Тому
кресленик деталі повинен обов’язково містити інформацію про якість її поверхонь, отриману
внаслідок обробки – шорсткість поверхні деталі, що визначається мікронерівностями, які
з’являються в результаті виготовлення (обробки) у вигляді гребінців і западин різної
величини і форми.
Під шорсткістю поверхні (ДСТУ 2413-94) розуміють сукупність нерівностей з відносно
малими кроками, виміряну на певній довжині l, яку називають базовою (рис. 10.1).
Якісну оцінку шорсткості поверхні проводять за допомогою еталонних зразків
шорсткості, а кількісну оцінку параметрів шорсткості – за допомогою щупових приладів (так
званих профілографів) і оптичних безконтактних приладів (подвійних мікроскопів і
мікроінтерферометрів).
Зразками шорсткості є набори металевих брусків із ділянками поверхні плоскої або
циліндрової форми, які оброблені при певних режимах різання точінням, фрезеруванням,
шліфуванням та іншими способами і за наслідками вимірювань віднесені до відповідних
класів шорсткості. Профілометри застосовують, головним чином, у вимірювальних
лабораторіях.
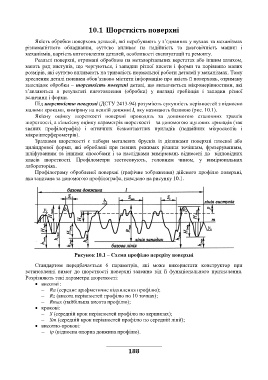
Профілограму обробленої поверхні (графічне зображення) дійсного профілю поверхні,
яка записана за допомогою профілографа, наведено на рисунку 10.1.
Рисунок 10.1 – Схема профілю перерізу поверхні
Стандартом передбачається 6 параметрів, які може використати конструктор при
встановленні вимог до шорсткості поверхні залежно від її функціонального призначення.
Розрізняють такі параметри шорсткості:
висотні :
Ra (середнє арифметичне відхилення профілю);
Rz (висота нерівностей профілю по 10 точках);
Rmax (найбільша висота профілю);
крокові:
S (середній крок нерівностей профілю по вершинах);
Sm (середній крок нерівностей профілю по середній лінії);
висотно-крокові:
tp (відносна опорна довжина профілю).
188