
Page 26 - 4844
P. 26
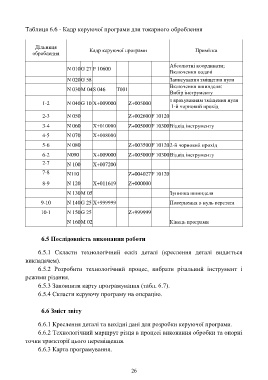
Таблиця 6.6 - Кадр керуючої програми для токарного оброблення
Дільниця
оброблення Кадр керуючої програми Примітка
Абсолютні координати;
N 010 G 27 F 10600
Включення подачі
N 020 G 58 Записування зміщення нуля
Включення шпинделя:
N 030 М 04 S 046 Т001
Вибір інструменту
з врахуванням зміщення нуля
1-2 N 040 G 10 X+009000 Z+005000
1-й чорновий прохід
2-3 N 050 Z+002600 F 10120
3-4 N 060 Х+010000 Z+005000 F 10300 Відвід інструменту
4-5 N 070 Х+008000
5-6 N 080 Z+003500 F 10120 2-й чорновий прохід
6-2 N090 X+009000 Z+005000 F 10300 Відвід інструменту
2-7 N 100 X+007200
7-8 N110 Z+004027 F 10120
8-9 N 120 X+011619 Z+000000
N 130 М 05 Зупинка шпинделя
9-10 N 140 G 25 Х+999999 Повернення в нуль верстата
10-1 N 150 G 25 Z+999999
N 160 М 02 Кінець програми
6.5 Послідовність виконання роботи
6.5.1 Скласти технологічний ескіз деталі (креслення деталі видається
викладачем).
6.5.2 Розробити технологічний процес, вибрати різальний інструмент і
режими різання.
6.5.3 Заповнити карту програмування (табл. 6.7).
6.5.4 Скласти керуючу програму на операцію.
6.6 Зміст звіту
6.6.1 Креслення деталі та вихідні дані для розробки керуючої програми.
6.6.2 Технологічний маршрут різця в процесі виконання обробки та опорні
точки траєкторії цього переміщення.
6.6.3 Карта програмування.
26