
Page 165 - 4737
P. 165
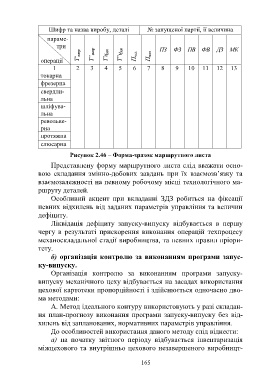
Шифр та назва виробу, деталі № запущеної партії, її величина
параме-
три ПЗ ФЗ ПВ ФВ ДЗ МК
Т’ витр Т” витр Т’ц зап Т”ц зап П ч.с.з. П посл
операції
1 2 3 4 5 6 7 8 9 10 11 12 13
токарна
фрезерна
свердли-
льна
шліфува-
льна
револьве-
рна
протяжна
слюсарна
Рисунок 2.46 – Форма-зразок маршрутного листа
Представлену форму маршрутного листа слід вважати осно-
вою складання змінно-добових завдань при їх взаємозв’язку та
взаємозалежності на певному робочому місці технологічного ма-
ршруту деталей.
Особливий акцент при вкладанні ЗДЗ робиться на фіксації
певних відхилень від заданих параметрів управління та величин
дефіциту.
Ліквідація дефіциту запуску-випуску відбувається в першу
чергу в результаті прискорення виконання операцій техпроцесу
механоскладальної стадії виробництва, та певних правил пріори-
тету.
б) організація контролю за виконанням програми запус-
ку-випуску.
Організація контролю за виконанням програми запуску-
випуску механічного цеху відбувається на засадах використання
цехової картотеки пропорційності і здійснюється одночасно дво-
ма методами:
А. Метод ідеального контуру використовують у разі складан-
ня план-прогнозу виконання програми запуску-випуску без від-
хилень від запланованих, нормативних параметрів управління.
До особливостей використання даного методу слід віднести:
а) на початку звітного періоду відбувається інвентаризація
міжцехового та внутрішньо цехового незавершеного виробницт-
165