
Page 234 - 4694
P. 234
а
б
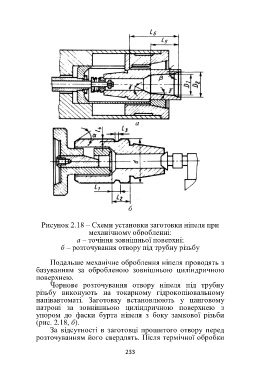
Рисунок 2.18 – Схеми установки заготовки ніпеля при
механічному обробленні:
а – точіння зовнішньої поверхні;
б – розточування отвору під трубну різьбу
Подальше механічне оброблення ніпеля проводять з
базуванням за обробленою зовнішньою циліндричною
поверхнею.
Чорнове розточування отвору ніпеля під трубну
різьбу виконують на токарному гідрокопіювальному
напівавтоматі. Заготовку встановлюють у цанговому
патроні за зовнішньою циліндричною поверхнею з
упором до фаски бурта ніпеля з боку замкової різьби
(рис. 2.18, б).
За відсутності в заготовці прошитого отвору перед
розточуванням його свердлять. Після термічної обробки
233