
Page 157 - 4694
P. 157
горизонтально-кувальних машинах, складає 0,75-0,85.
Ковані і штамповані заготовки доцільно виконувати з
прошитим отвором, якщо їх діаметр більше 30 мм, і
довжини не більше двох діаметрів.
При куванні і штампуванні покращуються механічні
властивості матеріалу. Штампування з висаджуванням
дозволяє отримувати сприятливіше розташування
волокон, що збільшує міцність зубів.
Заготовки для зубчастих коліс із чавуну і
кольорових металів, а іноді й сталі отримують литвом;
при цьому забезпечується 10-12 ступінь точності.
Для зірочок привідних роликових і втулкових
ланцюгів застосовують аналогічні способи отримання
заготовок.
Шківи пасових і клиноремінних передач
виготовляють із вуглецевих сталей та сірого чавуну,
алюмінієвих сплавів. Клинопасові шківи виконують
литими, зварними, збірними, а малих розмірів – із
круглого прокату. У масовому і великосерійному
виробництві доцільно застосовувати зварні і збірні
шківи, складені з тонкостінних штампованих елементів.
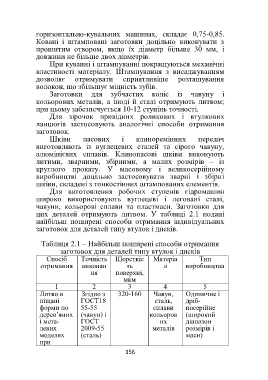
Для виготовлення робочих ступенів гідромашин
широко використовують вуглецеві і леговані сталі,
чавуни, кольорові сплави та пластмаси. Заготовки для
цих деталей отримують литвом. У таблиці 2.1 подані
найбільш поширені способи отримання індивідуальних
заготовок для деталей типу втулок і дисків.
Таблиця 2.1 – Найбільш поширені способи отримання
заготовок для деталей типу втулок і дисків
Спосіб Точність Шорсткіс Матеріа Тип
отримання виконан ть л виробництва
ня поверхні,
мкм
1 2 3 4 5
Литво в Згідно з 320-160 Чавун, Одиничне і
піщані ГОСТ18 сталь, дріб-
форми по 55-55 сплави носерійне
дерев’яних (чавун) і кольоров (широкий
і мета- ГОСТ их діапазон
левих 2009-55 металів розмірів і
моделях (сталь) маси)
при
156