
Page 206 - 4687
P. 206
додають азот (10…50 об.%) або водень (5…20 об.%). Доціль-
но застосовувати й інші добавки, наприклад аміак, пальні гази
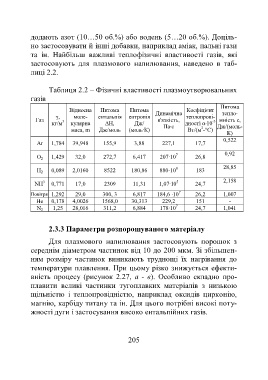
та ін. Найбільш важливі теплофізичні властивості газів, які
застосовують для плазмового напилювання, наведено в таб-
лиці 2.2.
Таблиця 2.2 – Фізичні властивості плазмоутворювальних
газів
Питома
Відносна Питома Питома Динамічна Коефіцієнт тепло-
γ, моле- ентальпія ентропія теплопрові-
Газ 3 в'язкість, -3 мність с,
кг/м кулярна ΔH, Дж/ Па·с дності α·10 Дж/(моль-
2
маса, m Дж/моль (моль·К) Вт/(м -°C)
К)
0,522
Ar 1,784 39,948 155,9 3,88 227,1 17,7
7
O 2 1,429 32,0 272,7 6,417 207·10 26,8 0,92
8
H 2 0,089 2,0160 8522 180,86 880-10 183 28,85
5
3
NH 0,771 17,0 2309 11,31 1,07·10 24,7 2,158
7
Повітря 1,292 29,0 300, 3 6,817 184,6 ·10 26,2 1,007
He 0,178 4,0026 1568,0 30,313 229,2 151 -
7
N 2 1,25 28,016 311,2 6,884 178·10 24,7 1,041
2.3.3 Параметри розпорошуваного матеріалу
Для плазмового напилювання застосовують порошок з
середнім діаметром частинок від 10 до 200 мкм. Зі збільшен-
ням розміру частинок виникають труднощі їх нагрівання до
температури плавлення. При цьому різко знижується ефекти-
вність процесу (рисунок 2.27, а - в). Особливо складно про-
плавити великі частинки тугоплавких матеріалів з низькою
щільністю і теплопровідністю, наприклад оксидів цирконію,
магнію, карбіду титану та ін. Для цього потрібні високі поту-
жності дуги і застосування високо ентальпійних газів.
205