
Page 166 - 4687
P. 166
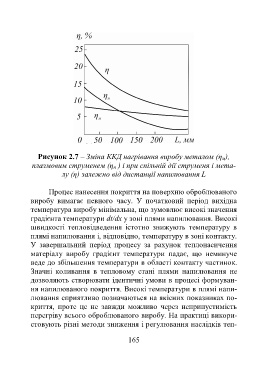
Рисунок 2.7 – Зміна ККД нагрівання виробу металом (η м),
плазмовим струменем (η п ) і при спільній дії струменя і мета-
лу (η) залежно від дистанції напилювання L
Процес нанесення покриття на поверхню оброблюваного
виробу вимагає певного часу. У початковий період вихідна
температура виробу мінімальна, що зумовлює високі значення
градієнта температури dt/dx у зоні плями напилювання. Високі
швидкості тепловідведення істотно знижують температуру в
плямі напилювання і, відповідно, температуру в зоні контакту.
У завершальний період процесу за рахунок теплонасичення
матеріалу виробу градієнт температури падає, що неминуче
веде до збільшення температури в області контакту частинок.
Значні коливання в тепловому стані плями напилювання не
дозволяють створювати ідентичні умови в процесі формуван-
ня напилюваного покриття. Високі температури в плямі напи-
лювання сприятливо позначаються на якісних показниках по-
криття, проте це не завжди можливо через неприпустимість
перегріву всього оброблюваного виробу. На практиці викори-
стовують різні методи зниження і регулювання наслідків теп-
165