
Page 74 - 4622
P. 74
поверхні встановлюють приналежність виявленого дефекту
контрольованому шву.
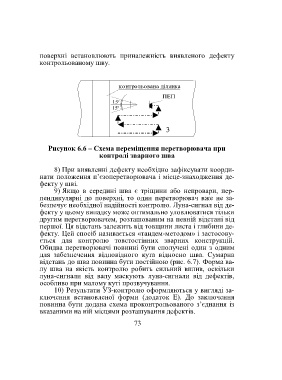
контрольована ділянка
ПЕП
15
15
3
Рисунок 6.6 – Схема переміщення перетворювача при
контролі зварного шва
8) При виявленні дефекту необхідно зафіксувати коорди-
нати положення п’єзоперетворювача і місце-знаходження де-
фекту у шві.
9) Якщо в середині шва є тріщини або непровари, пер-
пендикулярні до поверхні, то один перетворювач вже не за-
безпечує необхідної надійності контролю. Луна-сигнал від де-
фекту у цьому випадку може оптимально уловлюватися тільки
другим перетворювачем, розташованим на певній відстані від
першої. Ця відстань залежить від товщини листа і глибини де-
фекту. Цей спосіб називається «тандем-методом» і застосову-
ється для контролю товстостінних зварних конструкцій.
Обидва перетворювачі повинні бути сполучені один з одним
для забезпечення відповідного кута відносно шва. Сумарна
відстань до шва повинна бути постійною (рис. 6.7). Форма ва-
лу шва на якість контролю робить сильний вплив, оскільки
луна-сигнали від валу маскують луна-сигнали від дефектів,
особливо при малому куті прозвучування.
10) Результати УЗ-контролю оформляються у вигляді за-
ключення встановленої форми (додаток Е). До заключення
повинна бути додана схема проконтрольованого з’єднання із
вказаними на ній місцями розташування дефектів.
73