
Page 42 - 4582
P. 42
точності виробу (заготовки). Тому розрахунок пристрою на точність має
проводитись за кожним параметром окремо;
- між різними параметрами точності обробки поверхні заготовки одним
методом існують кількісні залежності. Для спрощення методики розрахунку
пристрою вплив незалежних від його конструкції чинників рекомендується
враховувати через так звану економічну точність методу обробки. Під нею
розуміють таку точність, яку зазвичай отримують на певному обладнанні (певного
рівня точності й жорсткості) з використанням типових інструментів, режимів і умов
обробки, а також методу досягнення точності (автоматичного чи індивідуального),
за умови, що похибка установки рівна нулю або не суттєва. Значення економічної
точності наведені в [26], додаток А;
- розрахунок пристрою на точність виконують з урахуванням величин
гарантованих запасів на спрацювання його важливих поверхонь, тобто на момент
завершення його експлуатації (досягнення гранично допустимого спрацювання цих
важливих поверхонь);
- кількість невідомих, які потрібно визначити в ході розрахунку пристрою,
зазвичай більша за кількість рівнянь (рівняння балансу точності й додаткові умови
на точність елементів пристрою чи потрібну їх довговічність), тому з рівняння
балансу точності визначають, як правило, точність елемента пристрою, який має
найбільший вплив на точність обробки і зносостійкість якого є лімітуючою для
довговічності всього пристрою (це насамперед розміри опор, оправок,
кондукторних втулок). Решту параметрів точності пристрою встановлюють
(розраховують або задають) опираючись на бажану довговічність чи рекомендовані
співвідношення точності, а також з урахуванням точності методів
інструментального виробництва.
Методика і приклади розрахунку поширених верстатних пристроїв на
забезпечення точності розмірів і розміщення оброблених з їх допомогою поверхонь
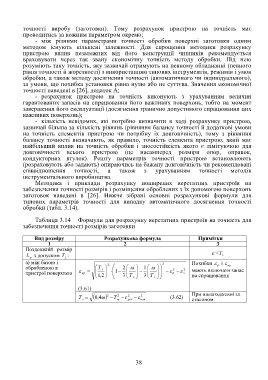
заготовок наведені в [26]. Нижче зібрані основні розрахункові формули для
типових параметрів точності для випадку автоматичного досягнення точності
обробки (табл. 3.14).
Таблиця 3.14 – Формули для розрахунку верстатних пристроїв на точність для
забезпечення точності розмірів заготовки
Вид розміру Розрахункова формула Примітки
1 2 3
Поздовжній розмір
L з допуском T : <T
L
p
L
а) між базою і 2 2 Похибки і
пр
б
обробленою в Т 2 1 2 2 мають включати запас
L
пристрої поверхнею пр 1 з
б
2 , 1 3 Т L 3 Т L на спрацювання
(3.61)
2
2
Т 4,0 Т 2 2 (3.62) При налагодженні за
е щ реч поп еталоном
38