
Page 72 - 4531
P. 72
пришвидшується процес розплавлення електродного
матеріалу.
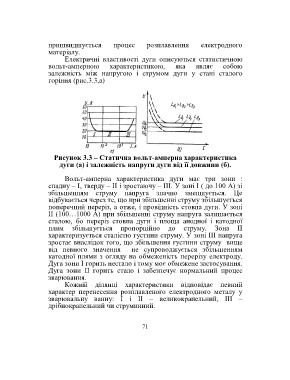
Електричні властивості дуги описуються статистичною
вольт-амперною характеристикою, яка являє собою
залежність між напругою і струмом дуги у стані сталого
горіння (рис.3.3,а)
Рисунок 3.3 – Статична вольт-амперна характеристика
дуги (а) і залежність напруги дуги від її довжини (б).
Вольт-амперна характеристика дуги має три зони :
спадну – І, тверду – ІІ і зростаючу – ІІІ. У зоні І ( до 100 А) зі
збільшенням струму напруга значно зменшується. Це
відбувається через те, що при збільшенні струму збільшується
поперечний переріз, а отже, і провідність стовпа дуги. У зоні
ІІ (100…1000 А) при збільшенні струму напруга залишається
сталою, бо переріз стовпа дуги і площа анодної і катодної
плям збільшується пропорційно до струму. Зона ІІ
характеризується сталістю густини струму. У зоні ІІІ напруга
зростає внаслідок того, що збільшення густини струму вище
від певного значення не супроводжується збільшенням
катодної плями з огляду на обмеженість перерізу електроду.
Дуга зони І горить нестало і тому моє обмежене застосування.
Дуга зони ІІ горить стало і забезпечує нормальний процес
зварювання.
Кожній ділянці характеристики відповідає певний
характер перенесення розплавленого електродного металу у
зварювальну ванну: І і ІІ – великокрапельний, ІІІ –
дрібнокрапельний чи струминний.
71