
Page 28 - 4531
P. 28
остигання наплавлений валик і нагріта частина штаби,
зазнавши пластичної деформації, будуть вкорочуватися.
Цьому вкороченню знову перешкоджатимуть верхні шари
холодного металу штаби. Тепер уже наплавлений валик і
нагріта частина штаби стягуватимуть верхні холодні її
волокна. Вони стиснуться, і штаба вигнеться опуклістю вниз
(рис.1.11, в), а залишкові напруження у ній розподіляться, як
показано на рис. 1.11, г.
У реальних умовах зміна температур від нагрітої до
холодної зони штаби відбувається плавно, тому на графіках
розподілу температур перехід від розтягальних напружень до
стискальних, буде плавнішим, ніж показано на рис. 1.11, б і г.
Внаслідок остигання і твердіння рідкого металу зварного
шва відбувається його усідання. Явище усідання пояснюється
тим, що при твердінні метал стає щільнішим, внаслідок чого
об’єм його зменшується. З огляду на те, що метал шва міцно
зв'язаний з основним металом, який залишається у
незмінному об’ємі і протидіє цьому усіданню, у зварному шві
виникають внутрішні напруження.
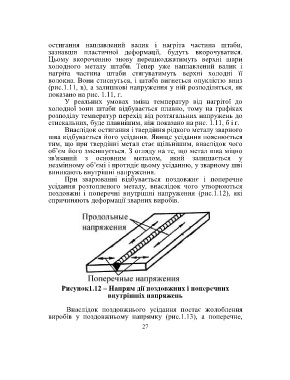
При зварюванні відбувається поздовжнє і поперечне
усідання розтопленого металу, внаслідок чого утворюються
поздовжні і поперечні внутрішні напруження (рис.1.12), які
спричиняють деформації зварних виробів.
Рисунок1.12 – Напрям дії поздовжних і поперечних
внутрішніх напряжень
Внаслідок поздовжнього усідання постає жолоблення
виробів у поздовжньому напрямку (рис.1.13), а поперечне,
27