
Page 190 - 4531
P. 190
горить між двома дротами-електродами, або стиснутою дугою
при плазмовому напиленні.
Розтплений метал струминою продуктів згоряння і
повітря, яке вилітає із сопла головки зі швидкітю до 200 м/с
розпиляється і у вигляді частинок розміром 10-150 мкм
наноситься на поверхню металізованої деталі (рис. 5.52).
Внаслідок великої швидкості частинки досягають
поверхні деталі у рідкому чи пластичному стані і проникають
у цю поверхню, міцно зчіплюючись з нею й утворюють
металізований (напилений) шар.
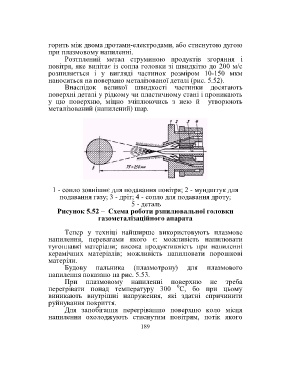
1 - сопло зовнішнє для подавання повітря; 2 - мундштук для
подавання газу; 3 - дріт; 4 - сопло для подавання дроту;
5 - деталь
Рисунок 5.52 – Схема роботи рзпилювальної головки
газометалізаційного апарата
Тепер у техніці найширше використовують плазмове
напилення, перевагами якого є: можливість напилювати
тугоплавкі матеріали; висока продуктивність при напиленні
керамічних матеріалів; можливість напилювати порошкові
матеріли.
Будову пальника (плазмотрону) для плазмового
напилення показано на рис. 5.53.
При плазмовому напиленні поверхню не треба
0
перегрівати понад температуру 300 С, бо при цьому
виникають внутрішні напруження, які здатні спричинити
руйнування покриття.
Для запобігання перегріванню поверхню коло місця
напилення охолоджують стиснутим повітрям, потік якого
189