
Page 58 - 4525
P. 58
Метод найбільш доцільно застосовувати при
попередній обробці штампів, турбінних лопаток, фасонних
отворів в деталях з твердих, нержавіючих і жароміцних
сплавів. При електроімпульсній обробці знімання металу в
одиницю часу в 8 - 10 разів більше, ніж при електроіскровий.
Для підвищення точності і зменшення шорсткості
оброблюваних поверхонь заготовок при ЕЕО був
запропонований метод високочастотної електроїскрової
обробки. Він заснований на використанні електричних
імпульсів малої енергії при частоті 100 - 150 кГц.
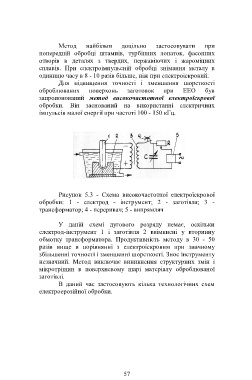
Рисунок 5.3 - Схема високочастотної електроїскрової
обробки: 1 - електрод - інструмент; 2 - заготівля; 3 -
трансформатор; 4 - переривач; 5 - випрямляч
У даній схемі дугового розряду немає, оскільки
електрод-інструмент 1 і заготівля 2 ввімкнені у вторинну
обмотку трансформатора. Продуктивність методу в 30 - 50
разів вище в порівнянні з електроіскровим при значному
збільшенні точності і зменшенні шорсткості. Знос інструменту
незначний. Метод виключає виникнення структурних змін і
мікротріщин в поверхневому шарі матеріалу оброблюваної
заготівлі.
В даний час застосовують кілька технологічних схем
електроерозійної обробки.
57