
Page 41 - 4373
P. 41
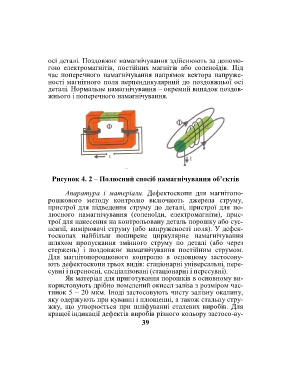
осі деталі. Поздовжнє намагнічування здійснюють за допомо-
гою електромагнітів, постійних магнітів або соленоїдів. Під
час поперечного намагнічування напрямок вектора напруже-
ності магнітного поля перпендикулярний до поздовжньої осі
деталі. Нормальне намагнічування – окремий випадок поздов-
жнього і поперечного намагнічування.
Рисунок 4. 2 – Полюсний спосіб намагнічування об’єктів
Апаратура і матеріали. Дефектоскопи для магнітопо-
рошкового методу контролю включають джерела струму,
пристрої для підведення струму до деталі, пристрої для по-
люсного намагнічування (соленоїди, електромагніти), прис-
трої для нанесення на контрольовану деталь порошку або сус-
пензії, вимірювачі струму (або напруженості поля). У дефек-
тоскопах найбільш поширене циркулярне намагнічування
шляхом пропускання змінного струму по деталі (або через
стержень) і поздовжнє намагнічування постійним струмом.
Для магнітопорошкового контролю в основному застосову-
ють дефектоскопи трьох видів: стаціонарні універсальні, пере-
сувні і переносні, спеціалізовані (стаціонарні і пересувні).
Як матеріал для приготування порошків в основному ви-
користовують дрібно помелений окисел заліза з розміром час-
тинок 5 – 20 мкм. Іноді застосовують чисту залізну окалину,
яку одержують при куванні і плющенні, а також стальну стру-
жку, що утворюється при шліфуванні сталевих виробів. Для
кращої індикації дефектів виробів різного кольору застосо-ву-
39