
Page 17 - 4249
P. 17
Найбільш широке використання мають порошкові дроти
марок ПП-АН1, ПП-АН3, та ін., які виготовляються діа-
метром 1,6…3,0 мм, та можуть бути трубчатої та складної
конструкції.
Процес наплавлення порошковим дротом майже не
відрізняється від процесу наплавлення вуглецевим або
легованим дротом під флюсом. Схема процесу наплавлен-
ня порошковим дротом в захисному газі показана на ри-
сунку 3.1.
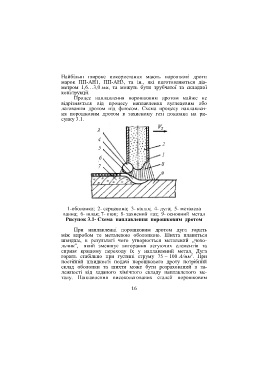
1-оболонка; 2- серцевина; 3- капля; 4- дуга; 5- металева
ванна; 6- шлак; 7- шов; 8- захисний газ; 9- основний метал
Рисунок 3.1- Схема наплавлення порошковим дротом
При наплавленні порошковим дротом дуга горить
між виробом те металевою оболонкою. Шихта плавиться
швидше, в результаті чого утворюється металевий „чохо-
льчик”, який зменшує вигорання легуючих елементів та
сприяє кращому переходу їх у наплавлений метал. Дуга
2
горить стабільно при густині струму 75 – 100 А/мм . При
постійній швидкості подачі порошкового дроту потрібний
склад оболонки та шихти може бути розрахований в за-
лежності від заданого хімічного складу наплавленого ме-
талу. Наплавлення високолегованих сталей порошковим
16