
Page 14 - 4246
P. 14
Установка на розтискні оправки дозволяє виключити появу радикального зазору.
Найвищу точність центрування (0,002 - 0,005 мм) забезпечують розтискні оправки з
гідропластом.
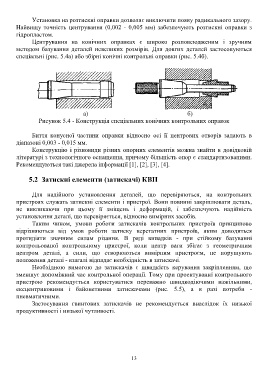
Центрування на конічних оправках є широко розповсюдженим і зручним
методом базування деталей невеликих розмірів. Для довгих деталей застосовуються
спеціальні (рис. 5.4а) або збірні конічні контрольні оправки (рис. 5.4б).
а) б)
Рисунок 5.4 - Конструкція спеціальних конічних контрольних оправок
Биття конусної частини оправки відносно осі її центрових отворів задають в
діапазоні 0,003 - 0,015 мм.
Конструкцію і різновиди різних опорних елементів можна знайти в довідковій
літературі з технологічного оснащення, причому більшість опор є стандартизованими.
Рекомендуються такі джерела інформації [1], [2], [3], [4].
5.2 Затискні елементи (затискачі) КВП
Для надійного установлення деталей, що перевіряються, на контрольних
пристроях служать затискні елементи і пристрої. Вони повинні закріплювати деталь,
не викликаючи при цьому її зміщень і деформацій, і забезпечують надійність
установлення деталі, що перевіряється, відносно вимірних засобів.
Таким чином, умови роботи затискачів контрольних пристроїв принципово
відрізняються від умов роботи затиску верстатних пристроїв, яким доводиться
протидіяти значним силам різання. В ряді випадків - при стійкому базуванні
контрольованої контрольному пристрої, коли центр ваги збігає з геометричним
центром деталі, а сили, що створюються вимірним пристроєм, не порушують
положення деталі - взагалі відпадає необхідність в затискачі.
Необхідною вимогою до затискачів є швидкість керування закріпленням, що
зменшує допоміжний час контрольної операції. Тому при проектуванні контрольного
пристрою рекомендується користуватися переважно швидкодіючими важільними,
ексцентриковими і байонетними затискачами (рис. 5.5), а в разі потреби -
пневматичними.
Застосування гвинтових затискачів не рекомендується внаслідок їх низької
продуктивності і низької чутливості.
13