
Page 189 - 35
P. 189
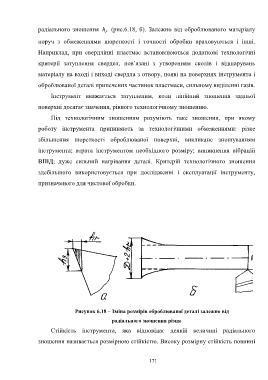
радіального зношення h (рис.6.18, б). Залежно від оброблюваного матеріалу
r
поруч з обмеженнями шорсткості і точності обробки враховуються і інші.
Наприклад, при свердлінні пластмас встановлюються додаткові технологічні
критерії затуплення свердел, пов’язані з утворенням сколів і відшарувань
матеріалу на вході і виході свердла з отвору, появі на поверхнях інструмента і
оброблюваної деталі припечених частинок пластмаси, сильному виділенні газів.
Інструмент вважається затупленим, коли лінійний зношення задньої
поверхні досягає значення, рівного технологічному зношенню.
Під технологічним зношенням розуміють таке зношення, при якому
роботу інструмента припиняють за технологічними обмеженнями: різке
збільшення шорсткості оброблюваної поверхні, викликане зношуванням
інструмента; втрата інструментом необхідного розміру; виникнення вібрацій
ВПІД; дуже сильний нагрівання деталі. Критерій технологічного зношення
здебільшого використовується при дослідженні і експлуатації інструменту,
призначеного для чистової обробки.
Рисунок 6.18 – Зміна розмірів оброблюваної деталі залежно від
радіального зношення різця
Стійкість інструмента, яка відповідає деякій величині радіального
зношення називається розмірною стійкістю. Високу розмірну стійкість повинні
171