
Page 187 - 35
P. 187
Пластина переточується тільки на величину 2 C .
3
Кількість переточувань, які допускаються пластиною при її зношенні по
задній поверхні, визначаються за формулою (рис.6.16, б)
2 B 2 B 2 B
3 3 3
i , (6.3)
2
Y p h tg
з
cos
де: B - ширина пластини в напрямку перпендикулярному до головної
різальної кромки, мм; Y - шар, який зрізається при переточуванні по задній
поверхні (вимірюється вздовж ширини пластини), мм; - допуск на
заточування ( 0, 15мм).
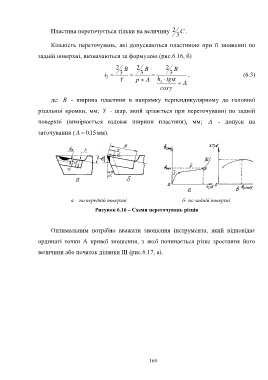
а – по передній поверхні б- по задній поверхні
Рисунок 6.16 – Схеми переточувань різців
Оптимальним потрібно вважати зношення інструмента, який відповідає
ординаті точки А кривої зношення, з якої починається різке зростання його
величини або початок ділянки ІІІ (рис.6.17, а).
169