
Page 67 - 6846
P. 67
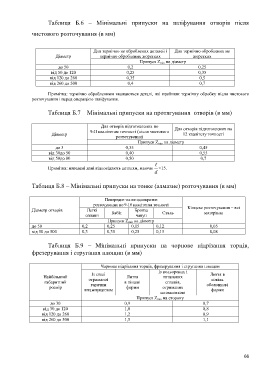
Таблиця Б.6 – Мінімальні припуски на шліфування отворів після
чистового розточування (в мм)
Для термічно не оброблених деталей і Для термічно оброблених не
Діаметр термічно оброблених жорстких жорстких
Припуск Z min на діаметр
до 50 0,2 0,25
від 50 до 120 0,25 0,35
від 120 до 260 0,35 0,5
від 260 до 500 0,4 0,7
Примітка: термічно обробленими вважаються деталі, які пройшли термічну обробку після чистового
розточування і перед операцією шліфування.
Таблиця Б.7 – Мінімальні припуски на протягування отворів (в мм)
Для отворів підготовлених по
Для отворів підготовлених по
9-II квалітетам точності (після чистового
Діаметр 12 квалітету точності
розточування)
Припуск Z min на діаметр
до 3 0,35 0,45
від 30до 50 0,40 0,55
від 50до 80 0,50 0,7
Примітка: наведені дані відповідають деталям, маючи <15.
d
Таблиця Б.8 – Мінімальні припуски на тонке (алмазне) розточування (в мм)
Попереднє тонке однократне
розточування по 9-10 квалітетам точності
Кінцеве розточування – всі
Діаметр отворів Легкі Бронза
сплави Бабіт чавун Сталь матеріали
Припуск Z min на діаметр
до 50 0,2 0,25 0,15 0,12 0,05
від 50 до 500 0,3 0,35 0,25 0,15 0,08
Таблиця Б.9 – Мінімальні припуски на чорнове підрізання торців,
фрезерування і стругання площин (в мм)
Чорнове підрізання торців, фрезерування і стругання площин
Із кольорових і
Із сталі Лиття в
Найбільший отриманої Лиття титанових кокіль
габаритний в піщані сплавів,
гарячим оболонкові
розмір форми отриманих
штампуванням форми
штамповкою
Припуск Z min на сторону
до 30 0,9 0,7
від 30 до 120 1,0 0,8
від 120 до 260 1,2 0,9
від 260 до 500 1,5 1,1
66