
Page 66 - 6846
P. 66
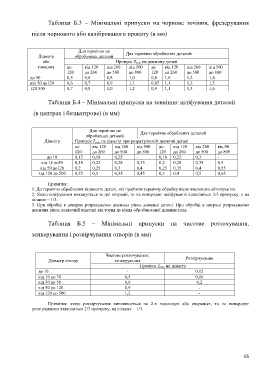
Таблиця Б.3 – Мінімальні припуски на чорнове точіння, фрезерування
після чорнового або каліброваного прокату (в мм)
Для термічно не
Для термічно оброблених деталей
Діаметр оброблених деталей
або Припуск Z min на довжину деталі
товщина до від 120 від 260 від 500 до від 120 від 260 від 500
120 до 260 до 500 до 800 120 до 260 до 500 до 800
до 50 0,5 0,6 0,8 1,0 0,8 1,0 1,2 1,4
від 50 до120 0,6 0,7 0,9 1,1 0,85 1,1 1,2 1,5
120 500 0,7 0,8 1,0 1,2 0,9 1,1 1,3 1,6
Таблиця Б.4 – Мінімальні припуски на зовнішнє шліфування деталей
(в центрах і безцентрове) (в мм)
Для термічно не
Для термічно оброблених деталей
оброблених деталей
Діаметр Припуск Z min на діаметр при розрахунковій довжині деталі
до від 120 від 260 від 500 до від 120 від 260 від 00
120 до 260 до 500 до 800 120 до 260 до 500 до 800
до 18 0,15 0,18 0,25 - 0,18 0,22 0,3 -
від 18 до50 0,18 0,22 0,28 0,35 0,2 0,28 0,35 0,5
від 50 до120 0,2 0,25 0,3 0,4 0,25 0,35 0,4 0,55
від 120 до 500 0,25 0,3 0,35 0,45 0,3 0,4 0,5 0,65
Примітка:
1. До термічно оброблених відносять деталі, які пройшли термічну обробку після числового обточування.
2. Якщо шліфування виконується за дві операції, то на попереднє шліфування відводиться 2/3 припуску, а на
кінцеве – 1/3.
3. При обробці в центрах розрахункова довжина рівна довжині деталі. При обробці в патроні розрахункова
довжина рівна подвоєній відстані від торця до кінця оброблюваної ділянки вала.
Таблиця Б.5 – Мінімальні припуски на чистове розточування,
зенкерування і розвірчування отворів (в мм)
Чистове розточування,
Діаметр отвору зенкерування Розвірчування
Припуск Z min на діаметр
до 10 - 0,12
від 10 до 30 0,5 0,16
від 30 до 50 0,6 0,2
від 50 до 120 0,9 -
від 120 до 500 1,2 -
Примітка: якщо розвірчування виповнюється на 2-х переходах або операціях, то на попереднє
розвірчування відводиться 2/3 припуску, на кінцеве – 1/3.
65