
Page 63 - 6794
P. 63
в) Для розмірів деталі, залишаються незмінні при зношувані штампа:
См5 = С ± 0,5А=11,9 ± 0,5-0,2=11,9 ± 0,1.
Значення 0,8 А приймаємо з заокругленням.
Допуски на виготовлення матриці, згідно з додатками кладемо за 3-м
класом точності.
На пуансоні проставляють робочі розміри матриці (без допусків) і
діляться приписка «Пуансон притулити до матриці з двостороннім зазором
Z=0fl50 птт. Величину зазору визначаємо згідно з додатками.
У разі прийнятої на заводі системи виготовлення матриці за відбитком
пуансона, визначаємо робочими розмірами пуансона.
Матриця притуляється до пуансона з двостороннім зазором Т = 0,050 птт
показаний в додатку.
и
С?
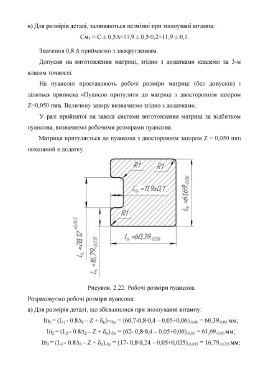
Рисунок. 2.22. Робочі розміри пуансона
Розраховуємо робочі розміри пуансона:
а) Для розмірів деталі, що збільшилися при зношуванні штампу: