
Page 59 - 6794
P. 59
\ҐЦ\020’2 -0,014
а) б) в)
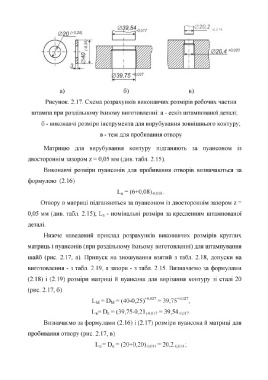
Рисунок. 2.17. Схема розрахунків виконавчих розмірів робочих частин
штампа при роздільному їхнюму виготовленні: а - ескіз штампованої деталі;
б - виконавчі розміри інструмента для вирубування зовнішнього контуру;
в - теж для пробивання отвору
Матрицю для вирубування контуру підганяють за пуансоном із
двостороннім зазором г = 0,05 мм (див. табл. 2.15).
Виконавчі розміри пуансонів для пробивання отворів визначаються за
формулою (2.16)
Ь п = ( 6 + 0 ,0 8 )_о ,о і8 •
Отвору в матриці підганяються за пуансоном із двостороннім зазором г =
0,05 мм (див. табл. 2.15); Ьп - номінальні розміри за кресленням штампованої
деталі.
Нижче наведений приклад розрахунків виконавчих розмірів круглих
матриць і пуансонів (при роздільному їхньому виготовленні) для штампування
шайб (рис. 2.17, а). Припуск на зношування взятий з табл. 2.18, допуски на
виготовлення - з табл. 2.19, а зазори - з табл. 2.15. Визначаємо за формулами
(2.18) і (2.19) розміри матриці й пуансона для вирізання контуру зі сталі 20
(рис. 2.17, б)
Ьм = Ом = (40-0,25)+0’027 = 39,75+0’027,
Ьп= Оп = (39,75-0,21 )_о,оі7 = 39,54_о,оі7-
Визначаємо за формулами (2.16) і (2.17) розміри пуансона й матриці для
пробивання отвору (рис. 2.17, в)
Ьп_ Оп - (20+0,20).0!оі4_ 20,2.о оі4 і