
Page 112 - 6794
P. 112
Максимально досягнуте стоншення бічних полиць зігнутих деталей (у відсотках);
з м'якої сталі - 25 - ЗО, латуні - 20 - 25, алюмінію - 27 - 35.
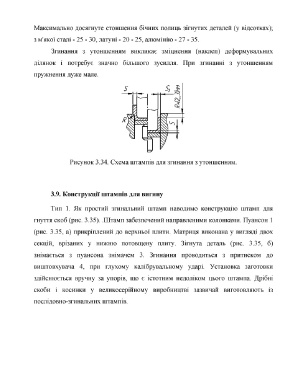
Згинання з утоншенням викликає зміцнення (наклеп) деформувальних
ділянок і потребує значно більшого зусилля. При згинанні з утоншенням
пружнення дуже мале.
Рисунок 3.34. Схема штампів для згинання з утоншенням.
3.9. Конструкції штампів для вигину
Тип 1. Як простий згинальний штамп наводимо конструкцію штамп для
гнуття скоб (рис. 3.35). .Штамп забезпечений направленими колонками. Пуансон 1
(рис. 3.35, а) прикріплений до верхньої плити. Матриця виконана у вигляді двох
секцій, врізаних у нижню потовщену плиту. Зігнута деталь (рис. 3.35, б)
знімається з пуансона знімачем 3. Згинання проводиться з притиском до
виштовхувана 4, при глухому калібрувальному ударі. Установка заготовки
здійснюється вручну за упорів, що є істотним недоліком цього штампа. Дрібні
скоби і косинки у великосерійному виробництві зазвичай виготовляють із
послідовно-згинальних штампів.