
Page 111 - 6794
P. 111
І . и + д м ;
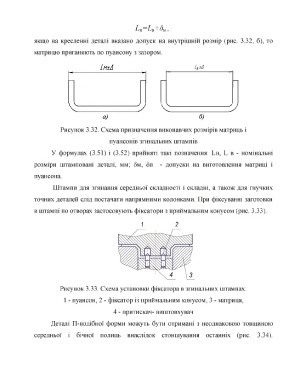
якщо на кресленні деталі вказано допуск на внутрішній розмір (рис. 3.32, б), то
матрицю приганяють по пуансону з зазором.
івгА
К У
б)
Рисунок 3.32. Схема призначення виконавчих розмірів матриць і
пуансонів згинальних штампів
У формулах (3.51) і (3.52) прийняті такі позначення: Ьн, Ь в - номінальні
розміри штамповані деталі, мм; 5м, 8п - допуски на виготовлення матриці і
пуансона.
Штампи для згинання середньої складності і складні, а також для гнучких
точних деталей слід постачати напрямними колонками. При фіксуванні заготовки
в штампі по отворах застосовують фіксатори з приймальним конусом (рис. 3.33).
1 2
Рисунок 3.33. Схема установки фіксатора в згинальних штампах:
1 - пуансон, 2 - фіксатор із приймальним конусом, 3 - матриця,
4 - притискач- виштовхувач
Деталі П-подібної форми можуть бути отримані з неоднаковою товщиною
середньої і бічної полиць внаслідок стоншування останніх (рис. 3.34).