
Page 47 - 6793
P. 47
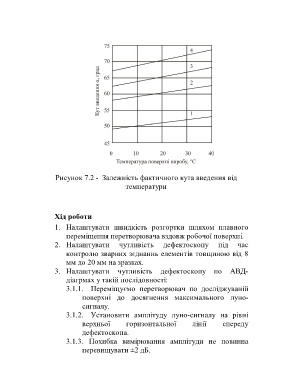
Рисунок 7.2 - Залежність фактичного кута введення від
температури
Хід роботи
1. Налаштувати швидкість розгортки шляхом плавного
переміщення перетворювача вздовж робочої поверхні.
2. Налаштувати чутливість дефектоскопу під час
контролю зварних зєднаннь елементів товщиною від 8
мм до 20 мм на зразках.
3. Налаштувати чутливість дефектоскопу по АВД-
діагрмах у такій послідовності:
3.1.1. Переміщуємо перетворювач по досліджуваній
поверхні до досягнення максимального луно-
сигналу.
3.1.2. Установити амплітуду луно-сигналу на рівні
верхньої горизонтальної лінії спереду
дефектоскопа.
3.1.3. Похибка вимірювання амплітуди не повинна
перевищувати ±2 дБ.