
Page 40 - 6793
P. 40
робочої поверхні перетворювача повинен на 1-2 мм пере-
вищувати радіус кривизни зовнішньої поверхні труби. Після
цього необхідно провести настроювання чутливості і
швидкості розгортки дефектоскопа.
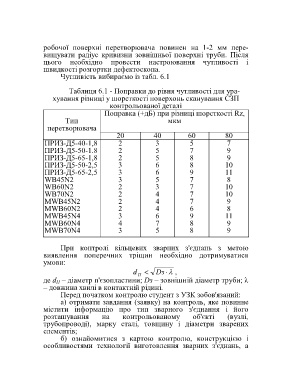
Чутливість вибираємо із табл. 6.1
Таблиця 6.1 - Поправки до рівня чутливості для ура-
хування різниці у шорсткості поверхонь сканування СЗП
контрольованої деталі
Поправка (+дБ) при різниці шорсткості Rz,
Тип мкм
перетворювача
20 40 60 80
ПРИЗ-Д5-40-1,8 2 3 5 7
ПРИЗ-Д5-50-1.8 2 5 7 9
ПРИЗ-Д5-65-1,8 2 5 8 9
ПРИЗ-Д5-50-2,5 3 6 8 10
ПРИЗ-Д5-65-2,5 3 6 9 11
WB45N2 3 5 7 8
WB60N2 2 3 7 10
WB70N2 2 4 7 10
MWB45N2 2 4 7 9
MWB60N2 2 4 6 8
MWB45N4 3 6 9 11
MWB60N4 4 7 8 9
MWB70N4 3 5 8 9
При контролі кільцевих зварних з'єднань з метою
виявлення поперечних тріщин необхідно дотримуватися
умови:
d Dз ,
П
де d П – діаметр п'єзопластини; Dз – зовнішній діаметр труби; λ
– довжина хвилі в контактній рідині.
Перед початком контролю студент з УЗК зобов'язаний:
а) отримати завдання (заявку) на контроль, яке повинне
містити інформацію про тип зварного з'єднання і його
розташування на контрольованому об'єкті (вузлі,
трубопроводі), марку сталі, товщину і діаметри зварених
елементів;
б) ознайомитися з картою контролю, конструкцією і
особливостями технології виготовлення зварних з'єднань, а