
Page 175 - 6767
P. 175
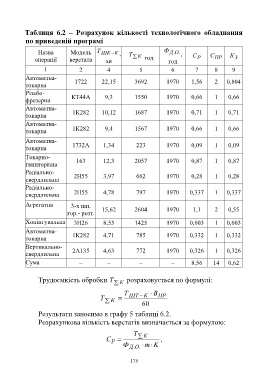
Таблиця 6.2 – Розрахунок кількості технологічного обладнання
по приведеній програмі
Назва Модель Т ШК К , Т Ф Д О . . , С С К
операції верстата хв К год год Р ПР З
1 2 4 5 6 7 8 9
Автоматна-
1722 22,15 3692 1970 1,56 2 0,804
токарна
Різьбо-
КТ44А 9,3 1550 1970 0,66 1 0,66
фрезерна
Автоматна-
токарна 1К282 10,12 1687 1970 0,71 1 0,71
Автоматна-
токарна 1К282 9,4 1567 1970 0,66 1 0,66
Автоматна-
1732А 1,34 223 1970 0,09 1 0,09
токарна
Токарно- 163 12,3 2057 1970 0,87 1 0,87
гвинторізна
Радіально-
2Н55 3,97 662 1970 0,28 1 0,28
свердлильна
Радіально-
2Н55 4,78 797 1970 0,337 1 0,337
свердлильна
Агрегатна 3-х шп.
гор.- розт. 15,62 2604 1970 1,1 2 0,55
Хонінгувальна 3Н26 8,55 1425 1970 0,603 1 0,603
Автоматна-
токарна 1К282 4,71 785 1970 0,332 1 0,332
Вертикально-
2А135 4,63 772 1970 0,326 1 0,326
свердлильна
Сума – – – – 8,56 14 0,62
Трудоємкість обробки Т розраховується по формулі:
К
Т ШТ К В ПР
Т
К
60
Результати заносимо в графу 5 таблиці 6.2.
Розрахункова кількість верстатів визначається за формулою:
Т К
С ,
Р
Ф Д О . . m K
175