
Page 174 - 6767
P. 174
Коефіцієнт використання верстату по основному часі і середній
коефіцієнт всіх верстатів на дільниці не визначаємо, оскільки нам не
задано основний час обробки.
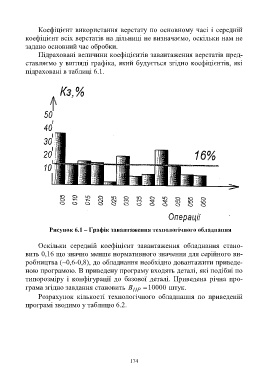
Підраховані величини коефіцієнтів завантаження верстатів пред-
ставляємо у вигляді графіка, який будується згідно коефіцієнтів, які
підраховані в таблиці 6.1.
Рисунок 6.1 – Графік завантаження технологічного обладнання
Оскільки середній коефіцієнт завантаження обладнання стано-
вить 0,16 що значно менше нормативного значення для серійного ви-
робництва (~0,6-0,8), до обладнання необхідно довантажити приведе-
ною програмою. В приведену програму входять деталі, які подібні по
типорозміру і конфігурації до базової деталі. Приведена річна про-
грама згідно завдання становить В ПР 10000 штук.
Розрахунок кількості технологічного обладнання по приведеній
програмі зводимо у таблицю 6.2.
174