
Page 66 - 6763
P. 66
5) Контролювати процес сушіння електродів і флюсу
при даній температурі по втраті їхньої маси ∆m через кожні
15 хв. Дані записати в таблицю 8.3;
6) Виконати наплавлення валика на сталеву пластину
електродами з різним ступенем вологості і оцінити їх якість.
7) Провести наплавлення валиків на сталеву пластину
автоматичним зварюванням під флюсом різного ступеня
вологості і оцінити їх якість.
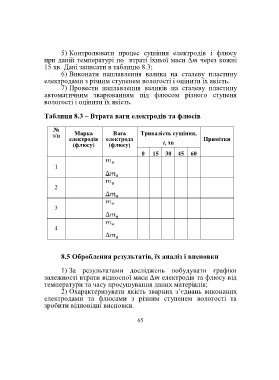
Таблиця 8.3 – Втрата ваги електродів та флюсів
№
з/п Марка Вага Тривалість сушіння,
електродів електрода Примітки
(флюсу) (флюсу) t, хв
0 15 30 45 60
1
2
3
4
8.5 Оброблення результатів, їх аналіз і висновки
1) За результатами досліджень побудувати графіки
залежності втрати відносної маси ∆m електродів та флюсу від
температури та часу просушування даних матеріалів;
2) Охарактеризувати якість зварних з’єднань виконаних
електродами та флюсами з різним ступенем вологості та
зробити відповідні висновки.
65