
Page 33 - 6763
P. 33
де δ – коефіцієнт затухання; r – глибина досліджуваної
зони.
Коефіцієнт затухання може змінюватись в залежності від
технології зварювання і режимів термообробки, які змінюють
розмір зерна металу. Чим вище відношення довжини хвилі λ
до середнього розміру зерна металу ∆, тим незначне
затухання; наприклад, при λ/∆ ≥ 10 - затухання незначне;
при λ/∆< 10 – затухання проходить інтенсивно. У таблиці 4.1
приведені деякі акустичні характеристики матеріалів.
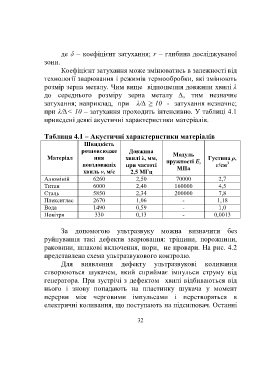
Таблиця 4.1 – Акустичні характеристики матеріалів
Швидкість
розповсюдже Довжина Модуль
Матеріал ння хвилі λ, мм, Густина ρ,
повздовжніх при частоті пружності Е, г/см 3
МПа
хвиль v, м/с 2,5 МГц
Алюміній 6260 2,50 70000 2,7
Титан 6000 2,40 160000 4,5
Сталь 5850 2,34 200000 7,8
Плексиглас 2670 1,06 - 1,18
Вода 1490 0,59 - 1,0
Повітря 330 0,13 - 0,0013
За допомогою ультразвуку можна визначити без
руйнування такі дефекти зварювання: тріщини, порожнини,
раковини, шлакові включення, пори, не провари. На рис. 4.2
представлена схема ультразвукового контролю.
Для виявлення дефекту ультразвукові коливання
створюються шукачем, який сприймає імпульси струму від
генератора. При зустрічі з дефектом хвилі відбиваються від
нього і знову попадають на пластинку шукача у момент
перерви між черговими імпульсами і перетворяться в
електричні коливання, що поступають на підсилювач. Останні
32