
Page 104 - 6722
P. 104
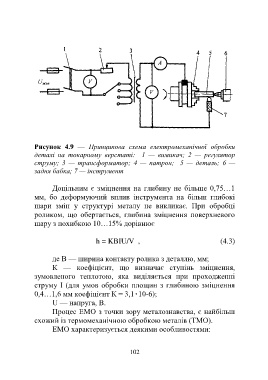
Рисунок 4.9 — Принципова схема електромеханічної обробки
деталі на токарному верстаті: 1 — вимикач; 2 — регулятор
струму; 3 — трансформатор; 4 — патрон; 5 — деталь; 6 —
задня бабка; 7 — інструмент
Доцільним є зміцнення на глибину не більше 0,75…1
мм, бо деформуючий вплив інструмента на більш глибокі
шари змін у структурі металу не викликає. При обробці
роликом, що обертається, глибина зміцнення поверхневого
шару з похибкою 10…15% дорівнює
h = KBIU/V , (4.3)
де В — ширина контакту ролика з деталлю, мм;
К — коефіцієнт, що визначає ступінь зміцнення,
зумовленого теплотою, яка виділяється при проходженні
струму І (для умов обробки площин з глибиною зміцнення
0,4…1,6 мм коефіцієнт К = 3,1۰10-6);
U — напруга, В.
Процес ЕМО з точки зору металознавства, є найбільш
схожий із термомеханічною обробкою металів (ТМО).
ЕМО характеризується деякими особливостями:
102