
Page 4 - 6691
P. 4
Завдяки дослідженням вітчизняної школи фізиків-акустиків ультразвук
став широко застосовуватися в промисловості. Групою дослідників під
керівництвом А. И. Маркова вперше запропоновані методи інтенсифікації
процесів різання металевим інструментом і обробки електропровідних
матеріалів при ультразвуковому впливі. Великий внесок у розвиток технології
й устаткування розмірної ультразвукової обробки внесли вітчизняні та
закордонні вчені А. И. Марков, Л. Д. Розенберг, В. Ф. Казанцев, Д. Ф.
Яхимович, Б. Е. Мечетнер.
Наприкінці 50-х років XX ст, дослідники визначили, що якщо торець
ультразвукового випромінювача наблизити до поверхні посудини, у якій
знаходиться абразивна суспензія, то поверхня в місці контакту торця
випромінювача із посудиною руйнується, причому форма отриманого
поглиблення повторює рельєф торця випромінювача. Це дозволило створити
новий різновид розмірної обробки. Ультразвукова обробка здійснюється по
декількох основних схемах.
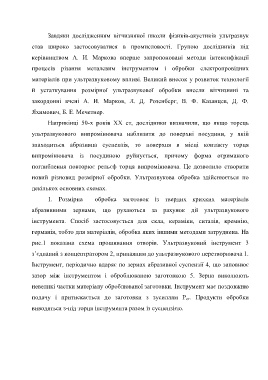
1. Розмірна обробка заготовок із твердих крихких матеріалів
абразивними зернами, що рухаються за рахунок дії ультразвукового
інструмента. Спосіб застосовується для скла, кераміки, ситалів, кремнію,
германія, тобто для матеріалів, обробка яких іншими методами затруднена. На
рис.1 показана схема прошивання отворів. Ультразвуковий інструмент 3
з’єднаний з концентратором 2, припаяним до ультразвукового перетворювача 1.
Інструмент, періодично вдаряє по зернах абразивної суспензії 4, що заповнює
зазор між інструментом і оброблюваною заготовкою 5. Зерна виколюють
невеликі частки матеріалу оброблюваної заготовки. Інструмент має поздовжню
подачу і притискається до заготовки з зусиллям Р ст. Продукти обробки
виводяться з-під торця інструмента разом із суспензією.