
Page 47 - 6578
P. 47
Енергія пресування витрачається на подолання сил тертя між
частинками і частинок до стінок прес-форми. Із зростанням
щільності пресовки необхідний тиск пресування зростає, оскільки
збільшення контактної поверхні збільшує сили механічного
зчеплення між частинками і їх холодне зварювання. Крім того
проходить деформаційне зміцнення пластичних матеріалів.
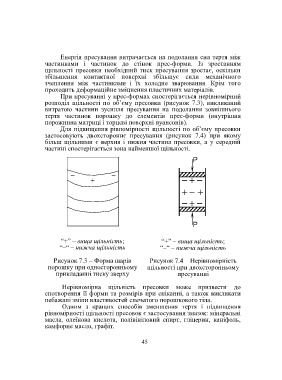
При пресуванні у прес-формах спостерігається нерівномірний
розподіл щільності по об’єму пресовки (рисунок 7.3), викликаний
витратою частини зусилля пресування на подолання зовнішнього
тертя частинок порошку до елементів прес-форми (внутрішня
порожнина матриці і торцеві поверхні пуансонів).
Для підвищення рівномірності щільності по об’єму пресовки
застосовують двохстороннє пресування (рисунок 7.4) при якому
більш щільними є верхня і нижня частина пресовки, а у середній
частині спостерігається зона найменшої щільності.
P
– –
+
P
“+” – вища щільність; “+” – вища щільність;
“–“ – нижча щільність “–“ – нижча щільність
Рисунок 7.3 – Форма шарів Рисунок 7.4 – Нерівномірність
порошку при односторонньому щільності при двохсторонньому
прикладанні тиску зверху пресуванні
Нерівномірна щільність пресовки може призвести до
спотворення її форми та розмірів при спіканні, а також викликати
небажані зміни властивостей спеченого порошкового тіла.
Одним з кращих способів зменшення тертя і підвищення
рівномірності щільності пресовок є застосування змазок: мінеральні
масла, олеїнова кислота, полівініловий спирт, гліцерин, каніфоль,
камфорне масло, графіт.
45