
Page 49 - 6391
P. 49
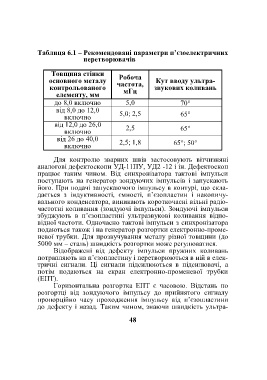
Таблиця 6.1 – Рекомендовані параметри п’єзоелектричних
перетворювачів
Товщина стінки
Робоча
основного металу частота, Кут вводу ультра-
контрольованого мГц звукових коливань
елементу, мм
до 8,0 включно 5,0 70
від 8,0 до 12,0 5,0; 2,5
включно 65
від 12,0 до 26,0 2,5
включно 65
від 26 до 40,0 2,5; 1,8
включно 65; 50
Для контролю зварних швів застосовують вітчизняні
аналогові дефектоскопи УД-11ПУ, УД2 -12 і ін. Дефектоскоп
працює таким чином. Від синхронізатора тактові імпульси
поступають на генератор зондуючих імпульсів і запускають
його. При подачі запускаючого імпульсу в контурі, що скла-
дається з індуктивності, ємності, п’єзопластин і накопичу-
вального конденсатора, виникають короткочасні вільні радіо-
частотні коливання (зондуючі імпульси). Зондуючі імпульси
збуджують в п’єзопластині ультразвукові коливання відпо-
відної частоти. Одночасно тактові імпульси з синхронізатора
подаються також і на генератор розгортки електронно-проме-
невої трубки. Для прозвучування металу різної товщини (до
5000 мм – сталь) швидкість розгортки може регулюватися.
Відображені від дефекту імпульси пружних коливань
потрапляють на п’єзопластину і перетворюються в ній в елек-
тричні сигнали. Ці сигнали підсилюються в підсилювачі, а
потім подаються на екран електронно-променевої трубки
(ЕПТ).
Горизонтальна розгортка ЕПТ є часовою. Відстань по
розгортці від зондуючого імпульсу до прийнятого сигналу
пропорційно часу проходження імпульсу від п’єзопластини
до дефекту і назад. Таким чином, знаючи швидкість ультра-
48