
Page 106 - 6155
P. 106
1,4. Для скло наповнених матеріалів розміри, визначені для
ненаповнених матеріалів, збільшують в 1,25 раза.
Якщо лінія роз'єму форми погано пропускає повітря, і він не
може вийти через виштовхувачі або допоміжний пуансон,
необхідно за допомогою конструктивних заходів забезпечити
зменшення шляхи виходу повітря або в площині роз'єму форми
виконати канали глибиною в декілька сотих міліметра і шириною
близько 1 мм.
При литті неглибоких деталей вентиляція здійснюється по
лінії роз'єму з протилежного від живильника боку через отвори
розміром 0,02-0,05 мм, розташовані по периферії порожнини з
кроком 2 або 4 см. Вентиляційні отвори мають розміщуватися
ретельно, оскільки надмірна вентиляція може знизити швидкість
витікання повітря і викликати закупорювання. Оскільки
вентиляційні отвори є точками потенційного підтікання, їх слід
робити мінімального розміру; доцільно використовувати
подряпини, нанесені алмазом, а не широкі канавки.
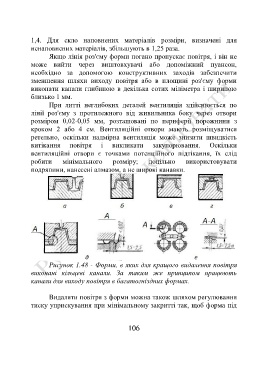
Рисунок 1.48 - Форми, в яких для кращого видалення повітря
виконані кільцеві канали. За таким же принципом працюють
канали для виходу повітря в багатогніздних формах.
Видаляти повітря з форми можна також шляхом регулювання
тиску уприскування при мінімальному закритті так, щоб форма під
106