
Page 85 - 4945
P. 85
– F y – сила, що діє перпендикулярно до напряму
зварювання;
– F z – сила, що діє в напрямі, перпендикулярному площині
зварювання.
Очевидно, що величини діючих сил залежать від
матеріалів зварюваних заготовок, температур в зоні
зварювання, швидкості зварювання, геометрії зварювального
інструмента. При інших однакових умовах значення сил буде
збільшуватися при зменшенні температури і збільшенням
швидкості зварювання. Високі значення сил можуть привести
до руйнування інструмента.
Технологічний процес зварювання протікає стадійно і
послідовно включає врізання інструменту в метал до визначе-
ної глибини і наступне переміщення в напрямі зварювання.
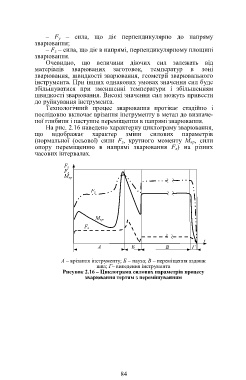
На рис. 2.16 наведено характерну циклограму зварювання,
що відображає характер зміни силових параметрів
(нормальної (осьової) сили F z, крутного моменту М кр, сили
опору переміщенню в напрямі зварювання F x) на різних
часових інтервалах.
F z
F x
M кр
F z
M кр
F z
t
А Б Г
B
А – врізання інструменту; Б – пауза; В – переміщення вздовж
шва; Г– виведення інструмента
Рисунок 2.16 – Циклограма силових параметрів процесу
зварювання тертям з перемішуванням
84