
Page 40 - 4906
P. 40
Шпилькове з’єднання
Шпилькове з’єднання включає шпильку, гайку, шайбу і з’єднувальні деталі
(рис. 2..24). Одна з деталей має глухий отвір з нарізю – гніздо, в яке загвинчується
нарізевий кінець шпильки (посадковий), а решта деталей , що з’єднуються ,мають отвір
для проходу шпильки. На вільний кінець (стяжний) шпильки надягається деталь (деталі),
потім шайба і нагвинчується гайка.
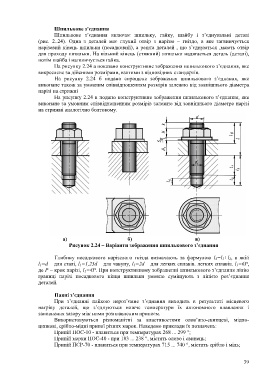
На рисунку 2.24 а показано конструктивне зображення шпилькового з’єднання, яке
викреслене за дійсними розмірами, взятими з відповідних стандартів.
На рисунку 2.24 б подано спрощене зображення шпилькового з’єднання, яке
виконане також за умовним співвідношенням розмірів залежно від зовнішнього діаметра
нарізі на стрижні
На рисунку 2.24 в подано конструктивне зображення шпилькового з’єднання, яке
виконане за умовним співвідношенням розмірів залежно від зовнішнього діаметра нарізі
на стрижні аналогічно болтовому.
а) б) в)
Рисунок 2.24 – Варіанти зображення шпилькового з’єднання
Глибину посадкового нарізевого гнізда визначають за формулою l 3=l 1+l 2, в якій
l 1=d – для сталі, l 1=1,25d – для чавуну, l 1=2d – для легких сплавів. легких сплавів. l 1=6Р,
де Р – крок нарізі, l 1=4Р. При конструктивному зображенні шпилькового з’єднання лінію
границі нарізі посадкового кінця шпильки умовно суміщують з лінією роз’єднання
деталей.
Паяні з’єднання
При з’єднанні пайкою нероз’ємне з’єднання виходить в результаті місцевого
нагріву деталей, що з’єднуються нижче температури їх автономного плавлення і
заповнення зазору між ними розплавленим припоєм.
Використовуються різноманітні за властивостями олов’яно-свинцеві, мідно-
цинкові, срібно-мідні припої різних марок. Наведемо приклади їх позначень:
Припій ПОС-10 - плавиться при температурах 268 ... 299 °;
Припій марки ПОС-40 - при 183 ... 238 °, містять олово і свинець;
Припій ПСР-70 - плавиться при температурах 715 ... 740 °, містить срібло і мідь;
39